روش های جوشکاری ورق استیل به فلزات دیگر
جوشکاری ورق استیل به فلزات دیگر یکی از فرآیندهای پیچیده و تخصصی در صنعت جوشکاری است که نیاز به دقت و مهارت بالا دارد. استیل یا فولاد ضد زنگ به دلیل ویژگیهای خاصی که دارد، نظیر مقاومت در برابر خوردگی و دوام بالا، در صنایع مختلف بهطور گستردهای استفاده میشود. کارشناسان جوشکاری در مرکزی ، نکات کلیدی جوشکاری ورق استیل به فلزات دیگر را معرفی می کنند.
- آمادهسازی سطح
- انتخاب روش جوشکاری
- تنظیمات و پارامترهای جوشکاری
- کنترل دما و پیشگیری از مشکلات
استیل یا فولاد ضد زنگ به دلیل ترکیب خاص آلیاژهایش، نیاز به فرآیندهای ویژهای برای جوشکاری دارد که تضمینکننده کیفیت و دوام جوشهای نهایی باشد. این فرآیندهای جوشکاری باید بهدقت انتخاب شوند و نیازمند رعایت استانداردهای خاصی هستند تا از مشکلاتی همچون ترکخوردگی، تغییرات ساختاری یا عدم پیوستگی جلوگیری شود. در ادامه متخصصان جوشکاری در مرکزی ، به بررسی و تفصیل نکات فوق در جوشکاری ورق استیل به فلزات دیگر می پردازند.
آماده سازی سطح
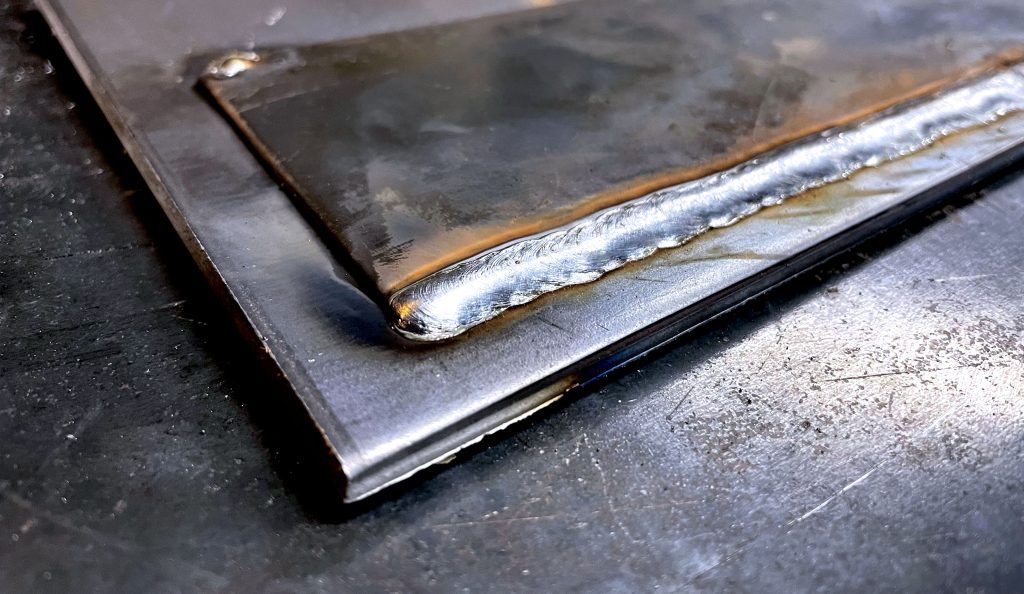
- تمیزکاری سطح: پیش از شروع جوشکاری، سطح ورق استیل و فلزات دیگر باید بهطور کامل تمیز شود. هر گونه آلودگی، روغن، زنگزدگی یا رنگ روی سطح میتواند باعث ایجاد عیوب در جوش شود. برای تمیزکاری، میتوان از سنباده زنی، برسهای سیمی یا مواد شیمیایی پاککننده استفاده کرد.
- زبری سطح: برای ایجاد پیوند قویتر بین ورق استیل و فلزات دیگر، زبری سطح باید به درستی انجام شود. این کار معمولاً با استفاده از ابزارهای برشی یا سمباده زنی صورت میگیرد. تا اطمینان حاصل شود که سطح به اندازه کافی برای پذیرش جوش آماده است.
انتخاب روش جوشکاری
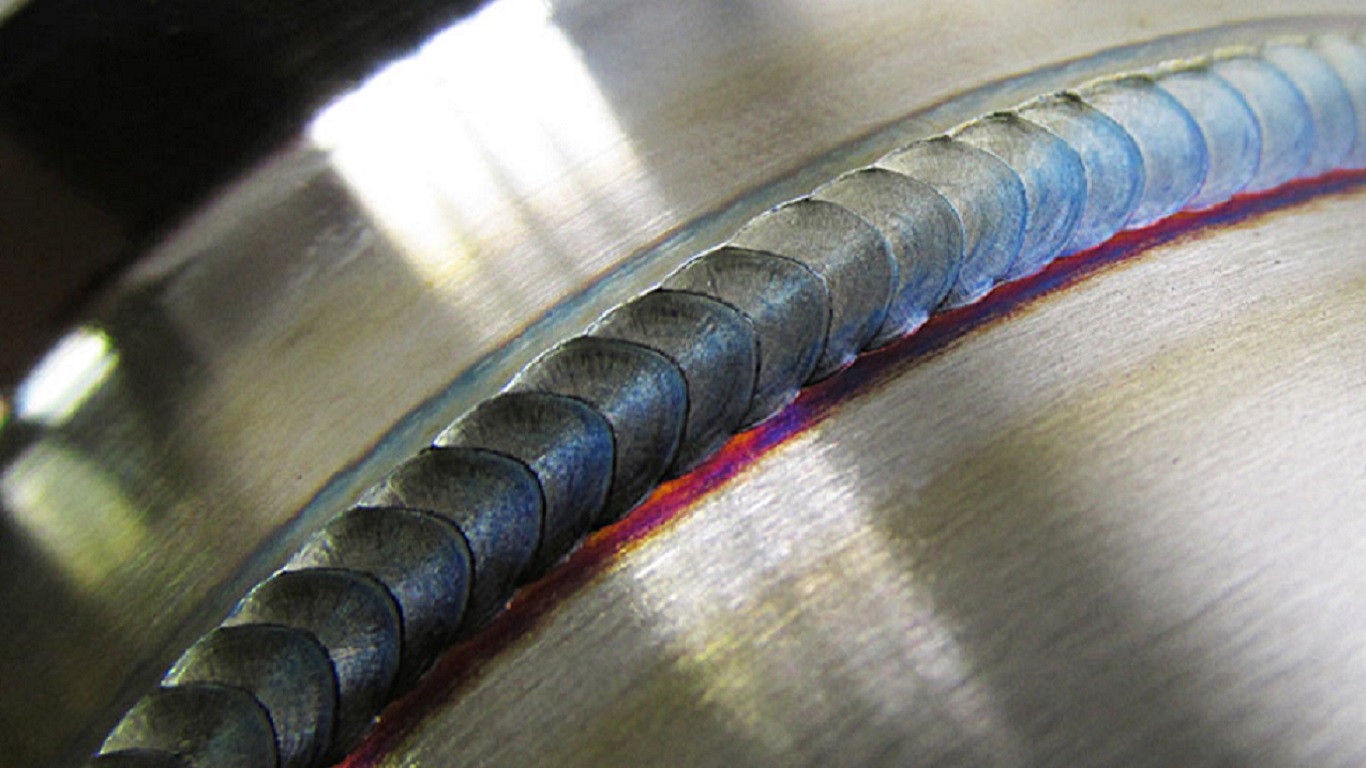
- جوشکاری TIG (تنگستن اینرت گاز): جوشکاری TIG یکی از بهترین روشها برای جوشکاری ورق استیل به فلزات دیگر است. این روش با استفاده از الکترود تنگستن و گاز محافظ، جوش تمیز و با کیفیتی تولید میکند. جوشکاری TIG به دلیل دقت بالا و توانایی جوشکاری با کمترین میزان دما و بدون ایجاد پاشش، برای جوشکاری استیل مناسب است.
- جوشکاری MIG (فلزی اینرت گاز)جوشکاری MIG نیز بهطور گستردهای برای جوشکاری ورق استیل استفاده میشود. این روش شامل استفاده از سیم جوش و گاز محافظ است که به تولید جوشهای قوی و پیوسته کمک میکند. جوشکاری MIG معمولاً برای جوشکاری قطعات ضخیمتر مناسب است و سرعت بیشتری نسبت به TIG دارد.
- جوشکاری قوس الکتریکی (Stick Welding):جوشکاری قوس الکتریکی، یا جوشکاری با الکترود پوششدار، یکی دیگر از روشهای قابل استفاده برای جوشکاری ورق استیل است. این روش به دلیل سادگی و هزینه پایین، در بسیاری از پروژههای صنعتی و ساختمانی مورد استفاده قرار میگیرد. هرچند ممکن است به دقت و کیفیت جوش TIG و MIG نرسد.
تنظیمات و پارامترهای جوشکاری
تیم مجرب جوشکاری در مرکزی در این باره بیان کرده اند. که در جوشکاری ورق استیل به فلزات دیگر، تنظیمات و پارامترهای جوشکاری از اهمیت بالایی برخوردارند. و تأثیر مستقیمی بر کیفیت و استحکام جوش نهایی دارند. تنظیم دقیق جریان و ولتاژ جوشکاری، بهینهسازی سرعت جوشکاری و تغذیه سیم، و انتخاب صحیح نوع و جریان گاز محافظ، کلید دستیابی به جوشهای با کیفیت و مقاوم است. علاوه بر این، کنترل دمای پیشگرم و مدیریت دما در طول فرآیند جوشکاری برای جلوگیری از داغ شدن بیش از حد و مشکلات ساختاری نیز ضروری است. تنظیمات صحیح این پارامترها با توجه به نوع ورق استیل و فلزات دیگر، میتواند به کاهش عیوب، بهبود پیوستگی و افزایش دوام جوش کمک کند.
کنترل دما و پیشگیری از مشکلات
الف. جلوگیری از داغ شدن بیش از حد
یکی از چالشهای اصلی در جوشکاری ورق استیل، جلوگیری از داغ شدن بیش از حد است. داغ شدن بیش از حد میتواند باعث تغییرات ساختاری و آسیب به خواص استیل شود. استفاده از روشهای جوشکاری با سرعت مناسب و مدیریت دقیق حرارت میتواند از این مشکل جلوگیری کند.
ب. پیشگیری از ترک خوردگی و عیوب جوش
ترک خوردگی و عیوب جوش معمولاً به دلیل تغییرات دما، فشار یا ناخالصیها در جوش ایجاد میشود. برای پیشگیری از این مشکلات، باید به دقت روشهای جوشکاری، تنظیمات و آمادهسازی سطح را رعایت کرد. همچنین، انجام آزمایشهای غیر مخرب پس از جوشکاری برای اطمینان از کیفیت جوش توصیه میشود.
چالشهای جوشکاری ورق استیل به فلزات دیگر
به گفته کارشناسان ما در جوشکاری در مرکزی چالش های جوشکاری ورق استیل به فلزات دیگر شامل موارد زیر می باشد.
- تفاوت در ضریب انبساط حرارتی: تفاوت در ضریب انبساط حرارتی استیل و فلزات دیگر میتواند باعث ایجاد تنشهای داخلی و ترک خوردگی در جوش شود.
- تفاوت در هدایت حرارتی: تفاوت در هدایت حرارتی باعث میشود که گرما به طور یکنواخت در محل جوش توزیع نشود و در نتیجه کیفیت جوش کاهش یابد.
- تفاوت در نقطه ذوب: تفاوت در نقطه ذوب باعث میشود که یکی از فلزات قبل از دیگری ذوب شود و ترکیب آلیاژی مناسبی در ناحیه جوش ایجاد نشود.
- تشکیل اکسید و نیتروژن: در حین جوشکاری، تشکیل اکسید و نیتروژن در محل جوش میتواند باعث کاهش استحکام و مقاومت به خوردگی شود.
- تفاوت در خواص مکانیکی: تفاوت در خواص مکانیکی مانند استحکام کششی، سختی و چقرمگی میتواند باعث ایجاد نقاط ضعف در جوش شود.